
Description:
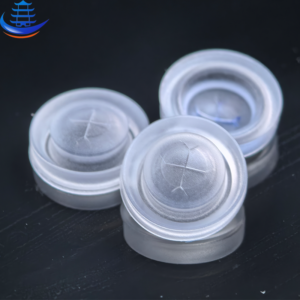
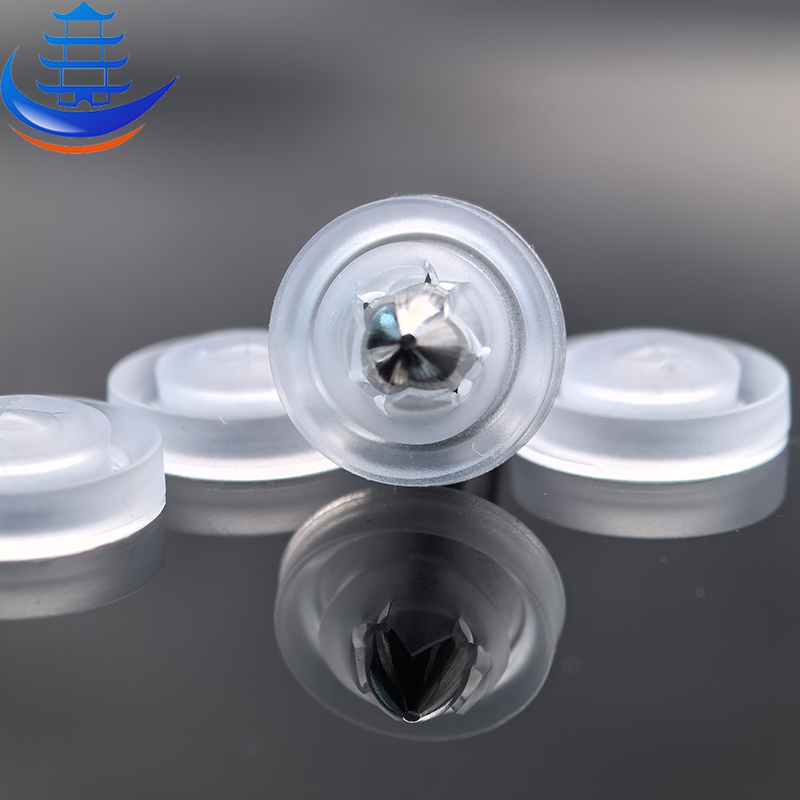
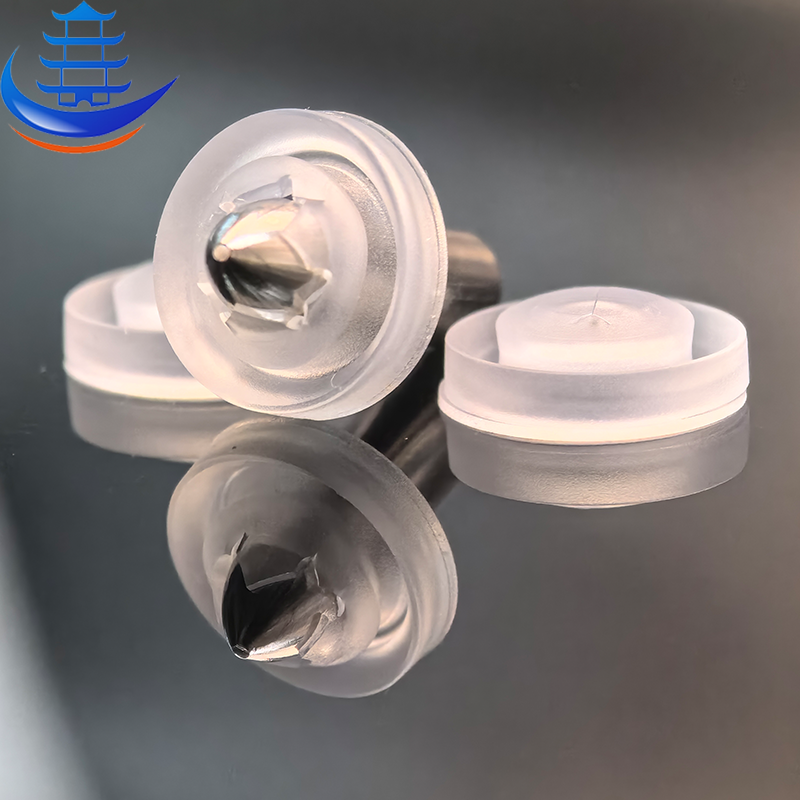
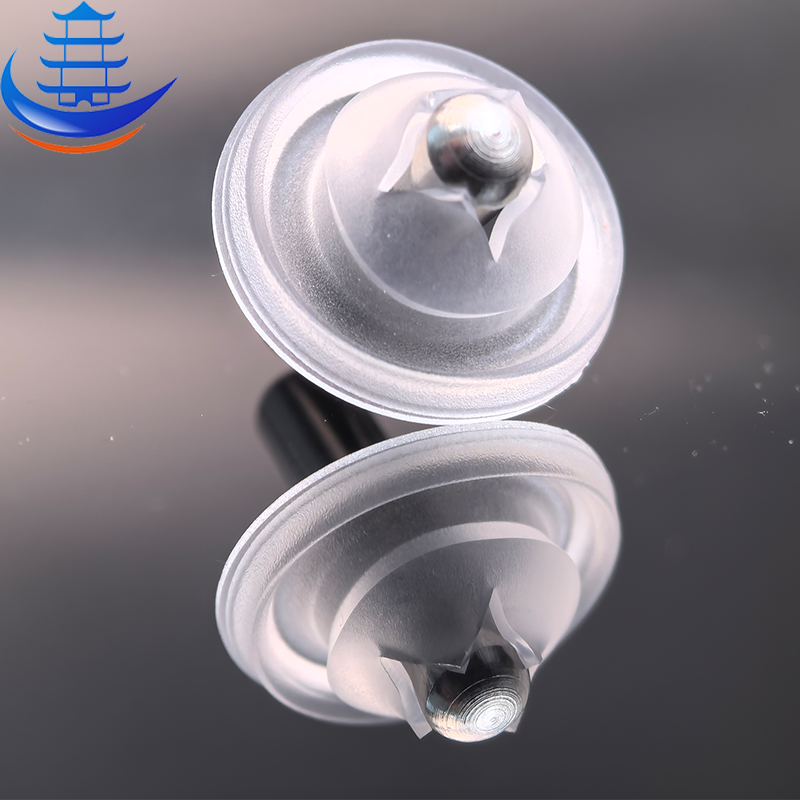
Our Custom Food Grade Silicone Air Release Rubber Check Valves with Custom Logo are engineered for precision, reliability, and efficiency in various air and fluid control applications. Made from 100% FDA-compliant, food-grade silicone, these valves are designed to handle high pressures and demanding conditions with ease. Ideal for use in applications like food and beverage production, medical devices, and home appliances, they offer superior performance, allowing for controlled air release while preventing backflow. Their high durability and consistent performance make them the preferred choice for industries where hygiene, safety, and operational reliability are crucial.
Utilizing state-of-the-art silicone molding and precision engineering techniques, we manufacture each valve to meet the highest standards of quality and performance. The ability to customize sizes, colors, and even logo imprinting on the valves ensures a tailored solution to your exact needs. With temperatures capable of handling extremes from –40°F to 450°F and being fully dishwasher-safe, these valves exceed LFGB and FDA food-contact standards. As your trusted silicone partner, we provide end-to-end OEM solutions, from design to high-volume production, helping you reduce reliance on single-use plastics while promoting sustainable, eco-friendly solutions.
![]()
Basic Information:
| Attribute | Details |
|---|---|
| Place of Origin | Xiamen, China |
| Material | FDA-compliant, food-grade silicone rubber (LSR) |
| Size | Customizable based on specific requirements |
| Design | Air release check valve with custom logo options |
| Logo | Custom logo imprinting available |
| Certifications | ISO, FDA, RoHS, LFGB compliant |
| OEM Services | Fully supported with custom design and production |
| Primary Use | Air release, fluid control, food and beverage systems, medical devices |
| Temperature Range | –40°F to 450°F |
| Packaging | Tailored packaging solutions available |
| Sample Lead Time | 5–7 business days |
| Production Lead Time | 20–25 business days |
Benefits of Our Products:
- FDA Approved Food-Grade Silicone: Manufactured with BPA-free, FDA-compliant silicone, ensuring safety and quality for use in sensitive environments such as food and beverage industries.
- Customizable Designs: These valves can be tailored to your specific needs in terms of size, color, and logo imprinting, giving your brand a unique identity.
- Reliable Air Release Performance: The one-way check valve design efficiently regulates air flow, preventing backflow and maintaining system integrity.
- Durable & Heat-Resistant: With a temperature tolerance from –40°F to 450°F, these valves offer outstanding performance even in harsh conditions.
- Dishwasher-Safe: Easy to clean and maintain, making them ideal for high-volume applications where hygiene is paramount.
- Precision Engineered: Manufactured using high-precision injection molding to ensure accuracy, consistency, and long-term reliability in all applications.
- Sustainable & Eco-Friendly: By using silicone, a durable, reusable material, our valves help reduce waste and eliminate single-use plastics, contributing to a more sustainable future.
Quality Assurance:
Our ISO 9001-certified facility employs the latest technologies to ensure the highest standards of quality and performance for our Food Grade Silicone Air Release Rubber Check Valves. The quality assurance process includes:
- Raw Material Inspection: We conduct thorough inspections to ensure the use of FDA-approved, 100% BPA-free silicone that meets LFGB standards for safety and compliance.
- Precision Manufacturing: Our LSR injection molding process guarantees accurate valve dimensions and consistent performance.
- Flow and Pressure Testing: Each valve undergoes rigorous flow testing to ensure effective air release, leak-proof performance, and no backflow under varying pressures.
- Temperature Resistance Testing: High and low-temperature aging tests verify the valve’s durability and resistance under extreme conditions.
- Dimensional and Visual Inspections: To ensure uniformity and functionality, we perform visual inspections and dimensional checks to verify the accuracy of each valve.
- Final Quality Control: Each batch undergoes batch traceability and final quality checks in a cleanroom environment to maintain the highest standards of cleanliness and hygiene.
Why Choose Us?
- Expertise in Silicone Manufacturing: With over two decades of specialized experience in silicone manufacturing, we have the expertise to produce high-performance, precision-engineered components tailored to your exact needs.
- Fully Customized OEM Solutions: We offer end-to-end OEM solutions, including custom valve designs, logo imprinting, and a fully integrated production process from prototyping to high-volume manufacturing.
- Collaborative, Transparent Process: We pride ourselves on our collaborative approach and transparent process, ensuring that your requirements are met efficiently, with clear communication and on-time delivery.
- Certified Quality Assurance: Our ISO 9001-certified quality management system, coupled with advanced testing protocols, ensures consistent product quality, safety, and reliable performance with every production run.
- Eco-Friendly and Sustainable: We are committed to providing eco-friendly solutions that help reduce plastic waste, promoting sustainability in industries like food and beverage, and medical.
Factory Show:
Our state-of-the-art manufacturing facility is equipped with cutting-edge technology to produce high-quality silicone valves that meet the most demanding industry standards:
- LSR Injection Molding Machines: These machines offer high precision in molding food-grade silicone, ensuring uniformity and reliability in every batch.
- CNC Machining & EDM: Our use of CNC machining and Mirror EDM technologies ensures exceptional mold accuracy for consistent, high-performance silicone components.
- Advanced Inspection Equipment: We utilize the latest inspection tools, such as 3D projectors, sealing testers, durometers, and elasticity gauges, to ensure each valve meets strict specifications.
- Automation Solutions: Our factory employs automated systems, including AutoDryers, high-speed doming machines, and precision die-cutting systems, to optimize production efficiency and ensure high-quality output.
- Certified Facility: Our ISO 9001 and IATF 16949 certifications reflect our commitment to quality and adherence to the highest industry standards.
Our Custom Food Grade Silicone Air Release Rubber Check Valves with Custom Logo are the ideal solution for industries requiring reliable, high-performance air and fluid control systems. Designed with precision and made from FDA-compliant, food-grade silicone, these valves ensure safe, leak-proof performance while supporting sustainable practices in food, beverage, and medical applications. Partner with us to access tailored OEM solutions and precision-engineered components that meet the most demanding industry specifications.




{kind=link}
{kind=link}
{kind=link}
Reviews
There are no reviews yet.